Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »A tűzihorganyzás (3. rész) Tervezési és gyártási szempontok
A tűzihorganyzásra kerülő termékek méretei
A termékméretek meghatározásánál két tényezőt szükséges vizsgálni:
- az acélszerkezeti elemek befoglaló méreteit,
- a legnagyobb darab tömegét.
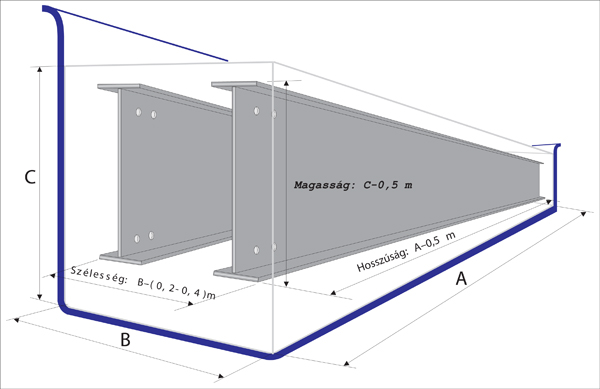
A legelső szabály, hogy az acélszerkezeti darabok teljes felületének (külső-belső) érintkeznie kell az előkezelő folyadékokkal (lásd: Sínek Világa 2013/1.). Ennek hiányában a horganyolvadékban nem jön létre a bevonat. Fontos, hogy az acélszerkezetek tervezése előtt tájékozódjunk a rendelkezésre álló horganyzókád legnagyobb technológiai méretéről. A kádak belső mérete nem azonos a szabadon felhasználható méretekkel, s ennek technológiai okai vannak. A 4. ábrán mutatjuk be a szokásosan alkalmazható méreteket.
A horganyzókádak belső méretei általában összhangban vannak az előkezelő sorban levő technológiai kádak méreteivel, de javasoljuk ennek ellenőrzését is.
A legnagyobb acélszerkezeti elem tömege nem haladhatja meg a horganyzóüzem emelőberendezéseinek (darurendszer) teherbírását. Ezt a bevonást végző vállalattal még a tervezési fázisban tisztázni kell.
A szerkezetek konstrukciója
A témakör alapos tárgyalása messze meghaladná cikkünk terjedelmi keretét, ezért csak a legfontosabb iránymutatásokra térünk ki. Ennél részletesebb információkkal csak az idevonatkozó kézikönyvek [2], a nemzeti szövetség vagy a tűzihorganyzó üzemek szolgálnak.
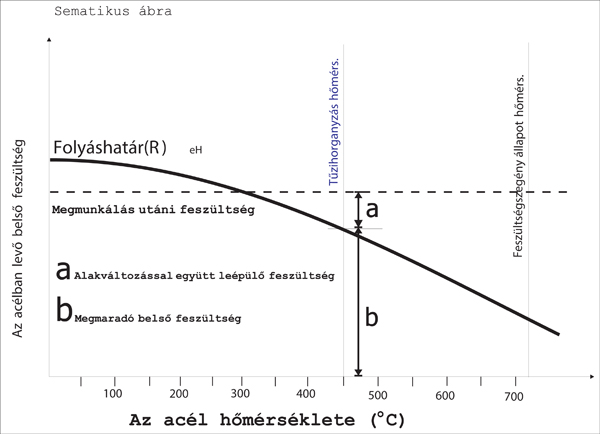
A horganyfürdő kb. 450 °C-os hőmérsékletű, amelyben az acélszerkezetek – kialakításuktól függően – 8…15 percet töltenek annak érdekében, hogy anyaguk teljes keresztmetszetében átvegye a fémolvadék hőmérsékletét. Ennek hiányában nem jön létre megfelelő bevonat. Ezen a hőmérsékleten az acélok anyagában levő belső (gyártási) feszültségek bizonyos mértékben átrendeződnek, feloldódnak, ami kedvezőtlen esetben akár látható deformációkban is megnyilvánulhat. Ennek az az oka, hogy az acéloknak meghatározott a folyáshatáruk, ami a darab hőmérsékletének emelkedésével csökken, így a tűzihorganyzás hőmérsékletén akár 25-30%-kal is alacsonyabb lehet, mint szobahőmérsékleten. Az acélokban levő gyártási feszültségek csúcsai, melyek elérik a lecsökkent folyáshatárt, leépülnek, és lokális anyagfolyások jönnek létre, s ez alakváltozáshoz vezet. Ezt az összefüggést mutatjuk be az (5. ábrán).
Az acélszerkezeti elemek felhasználás szempontjából káros deformációinak megelőzése érdekében a következő tervezési szempontokat célszerű figyelembe venni:
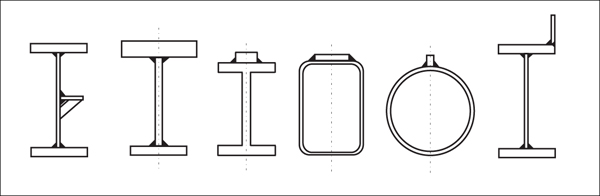
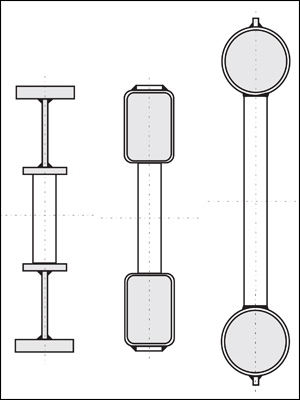
- A termék keresztmetszete optimálisan pontszimmetrikus, vagy a két egymásra merőleges tengelyre szimmetrikus kialakítású legyen (6–7. ábra).
- Kerülni kell a nagy vastagságkülönbségű elemek oldhatatlan kötéssel (hegesztéssel) történő egyesítését (kb. Lvmax < 5 × Lvmin). Az ilyen kapcsolatot csak horganyzás után hozzuk létre.
- A hegesztési és hővel történő megmunkálások terveit úgy készítsük, hogy a keresztmetszet súlyponti tengelyeire lehetőleg szimmetrikus legyen a belső feszültségek eloszlása.
- A hegesztési varratok erősségét – a minimális hőbevitel érdekében – az éppen szükséges minimálisra válasszuk, ugyanis a hegesztési varratok jelentős mértékű húzófeszültségeket ébresztenek az acél anyagában.
- Az acélszerkezetek rúdszerű, sík vagy térbeli egységek is lehetnek, ám a jobb termékminőség érdekében törekedni kell a minél egyszerűbb kialakításra (pl. L alakú korlátok síklapra bontása).
- A legnagyobb termékméretet akkorának kell választani, hogy lehetőleg egy merítéssel tűzihorganyozható legyen. Egyes horganyzóvállalatok vállalnak kétszeri horganyzást is, ám ekkor a káros alakváltozások és színbeli eltérések kockázata fennáll.

A fenti alapelvek betartása mellett gondoskodunk arról, hogy konstrukciós oldalról szerkezeteink megfelelnek a kívánalmaknak.
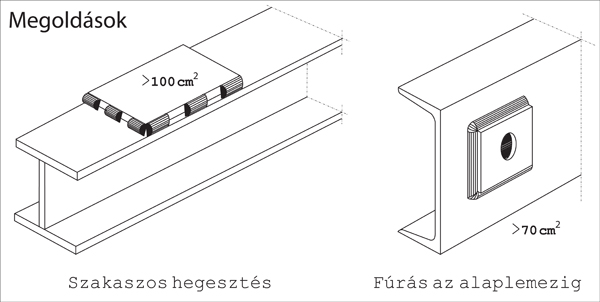
Átlapolásos kapcsolatok
Az utóbbi két-három évtizedben egyre többször találkozni ún. átlapolásos kapcsolatokkal. Ha ezt korróziós szempontból vizsgáljuk, bizonyos kockázatokat jelenthet abban az esetben, ha az átlapolásnál használt hegesztési varratok nem gáztömörek, illetve szakaszos kialakításúak. Ilyenkor – mivel az átlapolt felületek élei nincsenek kellően lezárva – a nyitott élek miatt a lemezfelületek alatt korróziós gócok alakulnak ki. Ugyanez vonatkozik a tűzihorganyzásra is azzal a különbséggel, hogy a felületi tisztátalanság, az előkezelő folyadékok és a horganyzókád magas hőmérséklete deformációkhoz vagy akár robbanáshoz is vezethet (8. ábra).
Az átlapolások alatt nem alakul ki védőbevonat.
Általánosságban elmondhatjuk, hogy tűzihorganyzás szempontjából nem kedvező az egymásra fektetett és hegesztett kötések alkalmazása, de az irányelvek betartásával megfelelő minőségű termékek állíthatók elő (9. ábra).
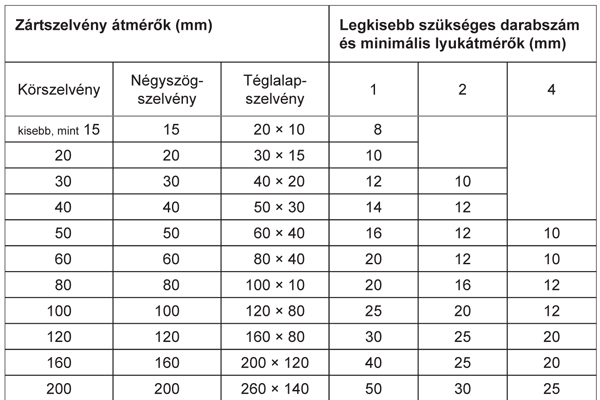
Technológiai nyílások tűzihorganyzott acélszerkezetekhez
A szükséges technológiai nyílások helyét minden esetben a horganyolvadékba történő bemerítés szöge (felfüggesztési pozíció) határozza meg (3. táblázat). Ebből kell kiindulni a nyílások tervezésénél. Ez kis gyakorlással könnyen elsajátítható.
Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.