Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »A tűzihorganyzás várható élettartama – A horganyzás tapasztalatai
Nyitott szelvényes, rácsos acélszerkezetek tűzihorganyzásának tapasztalatai
Melegen hengerelt idomszelvényekből készült rácsos sík- és térszerkezetek az alapanyag minőségét, az acél kémiai összetevőit tekintve jól horganyozhatóak. Általában egységes küllem, esztétikus megjelenés jellemzi a gondosan gyártott és horganybevonattal ellátott szerkezeteket (3. kép).
 A nyitott szelvények ellenére a horganyzás sajátosságait, technológiai követelményeit mindenképpen fontos szem előtt tartani. A szelvények csatlakozási pontjait úgy kell kialakítani, hogy a technológiai előkezelő folyadékok, a keletkező gőzök és gázok szabadon tudjanak áramlani (4–5. kép).
A nyitott szelvények ellenére a horganyzás sajátosságait, technológiai követelményeit mindenképpen fontos szem előtt tartani. A szelvények csatlakozási pontjait úgy kell kialakítani, hogy a technológiai előkezelő folyadékok, a keletkező gőzök és gázok szabadon tudjanak áramlani (4–5. kép).


Alapvető elv a tűzihorganyzásnál, hogy a termék minden egyes pontjának érintkeznie kell a technológiai folyadékokkal, zárt sarkok, folyadéktároló edények, légzsákok, nem alakulhatnak ki. E fontos szabályok figyelembevételével néhány hiá-
nyosságot megemlítünk. A jól ismert kialakítású, L acélból készült oszlopoknál a főszár (öv-) és rácsrudak találkozási pontjai még festett kivitelnél sem metszik egymást. Ez a megoldás a tűzihorganyzás technológiájának is tökéletesen megfelel. Viszont néhány esetben megfeledkeznek róla, ami a festésnél nem okoz problémát, de ha elmaradnak a hézagok, akkor a termék nem horganyozható, mert a fent említett folyadékáramlást a nyílások hiányai gátolják (6. kép).
A merevítő szögacélok csomóponti lemezeken keresztül kapcsolódnak az övszelvényhez, a sarokkivágás megléte és mérete szükségszerű a horganyozhatóság szempontjából (7. kép).
 Néhány típusú oszlopnál, kiegészítő elemként, teljesen zárt szerkezeteket építenek ki (8. kép). A technológiai nyílás fontosságát itt még jobban ki kell hangsúlyoznunk, nemcsak a teljes felületvédelem érdekében, hanem az üzembiztonság és a horganyzási technológia követelményei miatt is. A belső üregek a horganyzás hőmérsékletén – a megnövekedett hőmérsékletből adódó nyomásnövekedés miatt – robbanást okozhatnak. Nem elhanyagolható az sem, hogy mivel a horgany sűrűsége közel van az acél sűrűségéhez, kisebb légzsákok esetében a szerkezet nem merül el a horganyfürdőbe, aminek megtörténte alapvető feltétele a bevonat kialakulásának. A zárt, dobozszerű kialakítású elemek sarokpontjaira a zárt tér belső térfogatához igazodó méretű nyílások szükségesek.
Néhány típusú oszlopnál, kiegészítő elemként, teljesen zárt szerkezeteket építenek ki (8. kép). A technológiai nyílás fontosságát itt még jobban ki kell hangsúlyoznunk, nemcsak a teljes felületvédelem érdekében, hanem az üzembiztonság és a horganyzási technológia követelményei miatt is. A belső üregek a horganyzás hőmérsékletén – a megnövekedett hőmérsékletből adódó nyomásnövekedés miatt – robbanást okozhatnak. Nem elhanyagolható az sem, hogy mivel a horgany sűrűsége közel van az acél sűrűségéhez, kisebb légzsákok esetében a szerkezet nem merül el a horganyfürdőbe, aminek megtörténte alapvető feltétele a bevonat kialakulásának. A zárt, dobozszerű kialakítású elemek sarokpontjaira a zárt tér belső térfogatához igazodó méretű nyílások szükségesek.
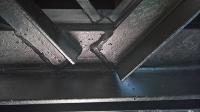
A hegesztési varratoknak zártnak és tömörnek kell lenniük (9. kép), mert a rácsos szerkezetnél szinte minden egyes csatlakozási ponton átlapolások vannak. A varrathibáknál előkezelő folyadékok szivárognak a lapolások belső üregébe, ami bevonathibát okozhat (10. kép). A tűzihorgany-bevonat mechanikai tulajdonságai nagyon jók, ennek ellenére gondos csomagolást és szállítást igényelnek. A rakomány rögzítésére ne használjunk acélkötelet vagy láncot, mert a bevonaton sérülést okoz (11. kép).




Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.