Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »Sínfej-repedezettségi hibás kitérők javítása kisgépes technológiával
A sínfej-repedezettség nem csak a folyóvágányban fordul elő, nem kíméli a kitérőket sem. A tét rendkívül nagy: egy csere költségén belül a sín ára méterenként 15…20 ezer forint, a kitérőalkatrészeké 3…5 millió forint, tehát egy kitérőalkatrész ára egyenértékű 150…350 m sín árával. Ha figyelembe vesszük, hogy milyen sok kitérőben fordul elő ez a hiba, látjuk, hogy komoly összegről van szó. Mivel a kitérőkben, rövid távolságban, koncentráltan fordul elő a sínfej-repedezettség, ezért a MÁV-Thermit Kft. a kisgépes technológia kidolgozásánál elsősorban a kitérőkre fókuszált.
A nagy hagyományokkal rendelkező kisgépgyártók már régóta gyártanak sínköszörű kisgépeket, ezek teljesítménye néhány (3,5…6,6) kW. Ezek a kisgépek kiválóan alkalmazhatók a rövid és kis anyageltávolítási igényű feladatoknál, mint például a termithegesztések köszörülésénél a precíz geometria kialakítására. Azonban az örvényáramos mérések tanúsága szerint a sínfej-repedezettségi hibák már elérték a több milliméter mélységet, és számtalan esetben sebességkorlátozást kellett bevezetni, vagy éppen ennek bevezetése fenyeget. Ezért nagyobb teljesítményű gépre van szükség.
A főként külföldi nagygépi köszörűk vagy marók természetesen nagyobb teljesítményűek, ám ezek napidíja is drágább, felvonulásuk néhány kitérő megmunkálására nem igazán költséghatékony. Ezek a gépek általában több hónapra vagy több évre előre le vannak szerződésekkel kötve, ezért a nagygépeket korábbi időpontban ritkán lehet elérni. Arról nem is beszélve, hogy ezeket a gépeket a nagymértékű, tömeges anyageltávolításra optimalizálták, a kitérőben pedig a vágányban végzendő munkához képest legfeljebb néhány méter hosszúságban van szükség a munkavégzésre, és ezért itt nem is hatékonyak. Ha nincs kimondottan erre a célra tervezett számítógépes vezérlése és kialakított technológiája, akkor egy nagygép a kitérőben úgy viselkedik, mint elefánt a porcelánboltban.
A RailshapeEco kisgép a hiba elhárításához
Szükség volt egy kitérőben is jól használható berendezésre, melynek nagy a teljesítménye, de a rövidebb hosszúságú munkavégzésnél is jól irányítható. Ez a gép a Goldschmidt Thermit Grouphoz tartozó Goldschmidt Thermit Railservice GmbH RailshapeEco kisgépe (1. ábra). Eredetileg az ellapult sínek legyűrődéseinek eltávolítására, a sínfej lekerekítő részének megmunkálására, a sín újraprofilozására tervezték, viszont a sínfej-repedezettségi hiba pontosan ugyanezen a részen jelentkezik elsősorban.

A MÁV-Thermit Kft. összekapcsolta a RailshapeEcót és a sínfej-repedezettséget, és 2012 decemberében először került sor alkalmazására HC hiba köszörülésére, Fertőszentmiklós állomáson. A kisgépet kiegészítette Unimog típusú köszörűgépével, melyet a futófelületi részek köszörülésére (pl. hullámos kopás eltávolítására) alkalmazott már korábban is. A tapasztalatok azt mutatták, hogy a RailshapeEcóval a sínfej lekerekítő részen egy menetben akár több mint 1 mm eltávolítása is lehetséges (15 kW-os motorjának köszönhetően), ezzel a hatékonysága többszöröse például a csúcssínköszörű kisgéphez képest. A rendkívül kedvező első tapasztalatok arra utaltak, hogy a RailshapeEco hatékony eszköz lehet a sínfej-repedezettség elleni küzdelemben.
A következő alkalmazására már lassújel megszüntetése érdekében került sor 2013 márciusában, Győrszentiván állomás 8. és 12. sz. kitérőiben. A kitérőkön egy évvel korábban, a MÁV nagygépes sínmegmunkálási pályázat keretében már történt köszörülés, de az akkor a kiírásban megkövetelt, teljes kitérő hosszában elvégzett 0,7 mm-es köszörüléssel a mély hibák nem tűntek el, továbbra is a kitérőkben maradtak, a sebességkorlátozás kényszerét vonva maguk után. Ez azt mutatja, hogy ahol a mély (1. és 2. osztályba sorolt) hibák már megjelentek, ott nem elegendő a megelőző módszerként beváló, egységesen kisebb mértékű megmunkálás, ott a hibákkal koncentráltan is foglalkozni kell. A RailshapeEco alkalmazása viszont megoldotta ezt a kérdést, a kitérők a köszörülés után sebességkorlátozás nélkül járhatóvá váltak (3. ábra).
A nagy teljesítményű kisgépes technológia
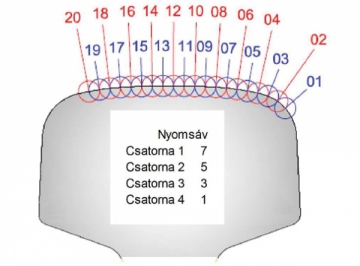
Az egységes műszaki szemlélet érdekében ki kell emelni, hogy a köszörülésre nem a teljes sínfejen kerül sor, hanem a profilnak elsősorban azon a részén, ahol a sínfej-repedezettségi hibák megjelentek, tehát a futófelület és a vezetőfelület közötti lekerekítőíven (főleg a 2. ábrán látható 01 és 03 nyomsávokon). A köszörülés emellett kiterjed a profilnak arra a részére, ahol a repedéssel nem érintett résszel történő összeköszörülés miatt a két rész közötti szép átmenet kialakítása érdekében a megmunkálás szükséges. Ezzel tehát nem a szabványos sínprofilt állítjuk elő, hanem egy kopási profilhoz hasonló sínprofilt. A köszörüléssel a repedések teljes eltávolítása nem történik meg, az 1. és 2. osztályba sorolt hibáknál, ehhez 3…5 mm mély anyageltávolításra lenne szükség. Ez (1:1000-es meredekséggel számolva) összesen akár 8…10 m hosszú kifuttatást igényelne, ami azt jelenti, hogy ezzel a hosszúsággal valószínűleg már kilépnénk a köszörüléssel a kitérőn kívülre, de legalábbis elérnénk a kitérőnek azokra a részeire (tősín, csúcssín, keresztezési csúcs, könyöksín speciálisan kialakított részeire), ahol a kerék alkatrészeken történő futása által megszabott kialakítás elvárásainak kell érvényesülni. A sínfej-repedezettség elleni köszörülésnél – hacsak a hiba nem érinti közvetlenül ezeket a helyeket is – ezeket a részeket szeretnénk elkerülni. Ezért a köszörüléskor az a szempont érvényesül, hogy a megmunkálással érjük el az 1. és 2. osztályba sorolt hibák csökkentését legalább 3., 4. vagy 5. osztályú hibákká, addig a szintig, ahol már nem kell miattuk sebességkorlátozást bevezetni.
 A módszer létjogosultságát támasztja alá az a 2010-es mosonmagyaróvári tapasztalat is, hogy míg a repedések a sínfej-repedezettség miatt kicserélt régi alkatrészek után az új, becserélt alkatrészeken is gyorsan megjelennek, addig a körülmények arra engednek következtetni, hogy a köszörült 14-es kitérőben a repedések növekedése lelassult.
A módszer létjogosultságát támasztja alá az a 2010-es mosonmagyaróvári tapasztalat is, hogy míg a repedések a sínfej-repedezettség miatt kicserélt régi alkatrészek után az új, becserélt alkatrészeken is gyorsan megjelennek, addig a körülmények arra engednek következtetni, hogy a köszörült 14-es kitérőben a repedések növekedése lelassult.
A fenti megközelítésekkel elérhetővé válik a forgalmi és a pályás szakszolgálatok célja, hogy viszonylag rövid vágányzárral megszüntethetők legyenek a sebességkorlátozások, vagy megelőzhető legyen a lassúmenetek bevezetése.
Ehhez a hatékony munkavégzéshez elengedhetetlen, hogy pontosan tudjuk, hol kell beavatkoznunk. Ezért a tervezéshez szükséges az örvényáramos mérés elvégzése, majd a mérés grafikonja, mely méterre pontosan megmutatja, hogy mely nyomsávon milyen mély repedéssel kell a köszörüléskor számolni. Ezzel pontosan meghatározható a szükséges beavatkozás hossza, és jó közelítéssel megadható a szükséges vágányzár hossza is.
A fenti elveket alkalmazva tavaly sikerrel lehetett orvosolni a több kitérő esetében is égetővé vált lassújel bevezetési kényszer kérdését. A már említett győrszentiváni munkán kívül Csornán, Kimlén és a GYSEV további kilenc állomásán 28 kitérőben, valamint Ebes, Debrecen, Apafa, Hajdúhadház és Csárdaszállás állomásokon is eredményesen tudtuk alkalmazni a nagy teljesítményű kisgépes módszert.
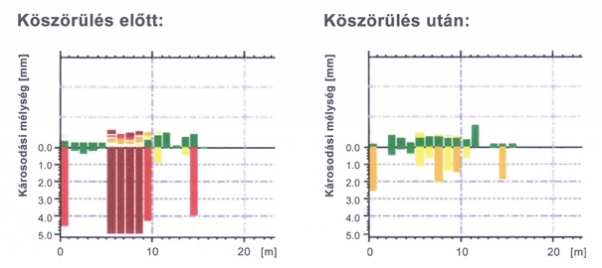
Ez utóbbi munkánál az öt állomás összesen javítandó 53 kitérő főalkatrésze 62%-ának 1. vagy 2. osztályú hibája volt előzetesen. A köszörülés után ez az arány 27%-ra csökkent, ami azt mutatja, hogy a hibák kétharmadánál megszűnt a sebességkorlátozás szükségessége (a 4. és 5. ábra mutatja a hibák megoszlását köszörülés előtt és után). Ez igen szép eredmény: átlagosan kb. 190 ezer forint ráfordítással az alkatrészek 63%-át meg lehetett menteni a cserétől.
Azonban a hatból öt olyan 1. osztályú hiba is megmaradt a köszörülés után, melyet a köszörülés előtt már ultrahangos vizsgálattal is ki lehetett mutatni. E sínhibák közelebbi vizsgálatánál az volt tapasztalható, hogy legfeljebb 10…20 cm hosszúak, és némelyikük nem is kifejezetten tipikus sínfej-repedezettségi hiba, hanem egy-egy mély repedés. Ezeknek a hibáknak a sikeres javítási módja a kisgépes köszörülés után elvégzett kézi kiköszörülés, majd a felrakó hegesztés lehet.
Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.