Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »A kockázati tényezők csökkentése a gépi sínvágásnál
Munkavégzés során a kockázatok személyi és dologi jellegű, valamint egyéb tényezőkre tagolhatók.
Személyi jellegű kockázati tényezőkön a kezelésre visszavezethető minden olyan dolog értendő, amelynek a hiánya miatt közvetlenül vagy közvetve baleset következhet be. Ezek közé tartozik:
- ha a gépet nem kiképzett, a gép kezelésére jogosult személy kezeli (nem rendelkezik felépítményi kismunkagép-kezelői igazolvánnyal), vagy nincs az adott gépről típusismeret-vizsgája, nincs elég gyakorlata, ezeken kívül az adott munkafeladat elvégzésével nem bízták meg;
- a munkavégzésre való orvosi alkalmassági vizsgálat(ok) során megállapították, hogy a biztonságos munkavégzés személyi feltételeinek egészségi állapotában bekövetkezett változás(ok) miatt már nem felel meg a munkavállaló – ennek ellenére továbbra is dolgozik a géppel;
- ugyancsak fokozott kockázati tényező a munkavégzésnél, ha a munkavállaló nem józan, nem kipihenten jelenik meg a munkaterületen, hanem bódultan, valamilyen szer hatása alatt áll.
- A fentiek a munkavégzés általános személyi feltételei közé tartoznak, azonban vannak (a munkavállalóra nézve) a gép kezeléséből adódó kockázati tényezők is, úgymint:
- • Rezgés és a vibráció, amelyek a géppel végzett alternáló mozgás során hatnak a kezelőre, és ízületeinek, valamint gerincoszlopának a károsodását okozhatják.
- Zajterhelés, ami a „maximális fordulatszámra felpörgetett” motor, továbbá a korong és a sín kölcsönhatásánál a sín vágása során keletkezik. Ezeknek a zajszinteknek az összeadódása halláskárosodást okoz. (Mérések szerint az átlagos zajterhelés mértéke RDS–14P típusú korongos sínvágó gépnél 116 dB [a normál zajterhelés értéke: 80 dB].)
- Kipufogógázok káros hatása. A sínvágást, a gép alternáló mozgatása mellett, előredöntött testhelyzetben végzi a kezelő. Ennek során a belső égésű meghajtómotor kipufogórendszerén keresztül távozó égéstermékek (a kipufogógázok szén-monoxidot is tartalmaznak) a légzőszervekre hatnak, a tüdőn keresztül a véráramba jutva figyelemcsökkenést, bódultságot okozhatnak, és károsítják a vörösvértesteket.
- Porok káros hatása. A vágásnál a korong kopása közben keletkező finomszemcsék tartós belégzése miatt a légzőszervek károsodhatnak.
- Szikrahatás. Vágáskor a korong által leválasztott izzó fémrészecskék a látószervekre jelentenek veszélyt.
A dologi jellegű kockázati tényezők közé a géppel és a vágószerszámmal (koronggal) kapcsolatos veszélyforrások sorolhatók.
A vágóberendezésnél ezek az alábbiak:
- az alapgép műszaki állapota, amely függ a gép rendszeres karbantartásától, az előírt vizsgálatok időbeni elvégzésétől;
- felfogató szerkezet műszaki állapota;
- munkabiztonsági szerelvények megléte, állapota.
A vágókorongnál:
- a funkciónak megfelelő, ellenőrzött eredet;
- az átmérőjéhez képest kis vastagságú, gyorsan forgó korong (amelynek kerületi sebessége 100 m/s is lehet) állapota, használhatósága;
- a korong szavatossági ideje, megfelelő tárolása.
Egyéb kockázati tényezők még a munkavégzés során:
- az előírt technológia be nem tartása és munkafegyelem hiánya a munkavégzéskor;
- a munkavégzés helyszíne (úgymint: vasúti pályában, telephelyen belül stb.);
- a munkavégzés időpontja (vágányzárban, vágányzáron kívül, nappal, éjszaka stb.);
- a munkavégzés környezeti tényezői (a munkaterület tűzvédelmi kockázati osztálya, besorolása, a környezet hőmérséklete, szélsebesség stb.);
- előírt védőfelszerelések állapota.
A kezelők testi épségének védelme, egészségi állapotának megóvása érdekében mindenkor a lehető legoptimálisabb feltételeket kell a munkafolyamatoknál biztosítani.
A termék műszaki fejlesztésénél egyre inkább „emberközpontú” szemlélet kerül előtérbe, a kockázati tényezők számának csökkentése a mindenkori a cél.
Az Európai Bizottság 2014-ben elfogadott, a munkahelyi biztonsággal és egészségvédelemmel kapcsolatos új stratégiai keretprogramjának fő célkitűzése a munkavállalók munkahelyi védelmi szintjének javítása.
Ezen elvárások figyelembevételével fejlesztettek ki egy olyan korongos sínvágó berendezést, amely a kezelőkre nézve a legtöbb kockázati tényezőt kiküszöböli, és emellett a munka minőségét is jelentősen javítja.
Automatikus működésű korongos sínvágó
Ma a legkorszerűbbnek tekinthető, a sínek vágására, darabolására szolgáló olyan gépi berendezés, amely munkavégzés közben automatikusan végzi a szerszámnak a sínvágáshoz szükséges lengőmozgását (1. ábra). A lengőmozgásnál az előtolást (fogásmélységet) a gép tömege biztosítja.

A megfelelő alapbeállítások elvégzése, majd a motor beindítása után a gép „teszi a dolgát”. A kezelőnek nem kell közvetlenül a gép mellett tartózkodnia, eltávolodhat attól. Teljes mértékben felszabadulhat a hagyományos technológia alkalmazásánál szokásos lengőmozgás végzésétől, ebből adódóan mentesülhet a munkavégzés során keletkező rezgéstől, vibrációtól, csökken a közvetlenül rá ható káros zajterhelés mértéke, elkerülheti a kipufogógázokkal, porokkal való közvetlen érintkezést, és kikerülhet a szikrasávból is.
Az adott vágás elvégzése után (a terhelés megszűnését követően) a motor 5 másodpercen belül automatikusan leáll, és a teljes rendszer gyorsan átszerelhető a következő vágáshoz.
A berendezés távkapcsolással is irányítható, így bármilyen zavar (például ha illetéktelenek lépnek a szikrasávba) észlelése esetén az üzemeltetés azonnal megszakítható. A motor leáll, és a korong kiemelhető a levágott részből. A távirányító távkapcsoló nemcsak a motor leállítására szolgál, hanem a légszűrő állapotáról is tájékoztat, növelve ezzel is az üzembiztonságot.
A berendezésnek még egyéb, a biztonságot növelő szerkezeti megoldása is van (biztonsági gázkar és ennek rögzítő szerkezete stb.).
Számtalan előnyének köszönhetően a német és a svájci vasutaknál már elterjedt a gép, nálunk eddig csak a Dunaferr rendelkezik ilyen berendezéssel.
A sínvágó berendezés és használata
A gép fő részei: alapgép, automatikus sínhez rögzítő kar és távirányító.
Az alapgép szerkezeti felépítésében (indítószerkezete, hajtási lánca, tengelykapcsolója, levegőszűrője stb.) lényegében nem tér el a hagyományos korongos sínvágótól. Különbség, hogy az alapgép az automatikus rögzítőkarhoz speciális meghajtó egységen keresztül csatlakozik, valamint a korong felfogató tengelyének mérete (25,4 mm) eltér a jelenleg alkalmazott gépek korongfelfogató tengelyének méretétől.
A berendezésnél a védőburkolat a „hagyományos” gépekhez képest nemcsak azt a célt szolgálja, hogy védelmet biztosítson korongrobbanás esetében a letört darabok ellen és terelje a szikrasávot, hanem olyan speciális alumíniumötvözetből készül, amely megakadályozza, hogy a levált anyagrészecskék, szemcsék megtapadjanak a védőburkolat falán. Kisebb csomókba összeállva „leperegnek”, ezzel megelőzhető, hogy a korong a felrakódással érintkezve gyorsabban kopjon, esetleg megszoruljon. Automatikus rögzítőkar (2. ábra)
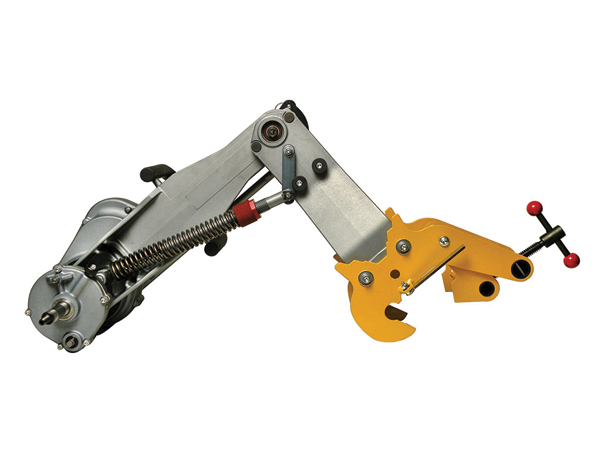
A szerkezet szorítópofákkal a sínszálra szerelve szimulálja a vágási fázisban a kezelő mozgását, eközben automatikus előtolóval irányítva végzi a függőleges és merőleges vágást.
Az automatikus rögzítőkar menetes beállítógyűrűvel ellátott kivitelű, ami lehetővé teszi a felfüggesztés terhelésének a sínfelfogástól, vágókorongtól, sínkeménységtől függő beállítását.
A menetes beállítógyűrű 0-tól 50-ig terjedő skálán mozgatható.
Nulla érték beállításakor a rögzítőkar nem terhelt – ez megfelel a vágási pontra vonatkoztatott maximális terhelésnek (a korong teljesen a sínre nyomódik), míg az ötvenes érték beállításakor a vágási pontra vonatkozó minimális terhelés állítható be.
A vágás előkészítésének menete
Az alapgép felszerelése előtt meg kell győződni arról, hogy a rögzítőkaron a meghajtó fogastengely alsó helyzetben van-e, a rögzítőpofákat megfelelően meghúzták-e, valamint hogy a rögzítő csappantyúk teljesen rögzített állásban vannak-e. Ezután az alapgépet a rögzítőkarra történő ütközésig be kell tolni úgy, hogy a tájoló csapszegeknek, a gép rögzítésére szolgáló tengelynek és a meghajtó fogastengelynek a gép meghatározott helyén kialakított részeibe kell illeszkedniük. Ezt követően a rögzítőfogantyút el kell fordítani, és szorosan meg kell húzni.
Az automatikus rögzítőkar a „hagyományos” korongos sínvágó gépekhez (Robel, Geismar típusok) hasonlóan az egyik oldalról átfordítható a másik oldalra is. Az átfordításhoz az alapgépet le kell szerelni, ezt a felszerelés menetével ellentétes sorrendben kell végezni. Az átfordítás után az alapgépet a rögzítőkarra visszaszerelve a munkafolyamat tovább folytatható. Távirányító (3. ábra)

Használata teszi lehetővé, hogy a kezelőnek a munkafolyamat során nem kell közvetlenül a gép mellett tartózkodnia, ezért a szervezete nincs közvetlenül kitéve károsító hatásoknak.
Két fő funkciója van.
A vágógép távirányítással történő lekapcsolása a Stop gomb megnyomásával történik.
A levegőszűrő állapotát, a szűrő elszennyeződését hangjelzéssel jelzi a gép, és a Reset gombbal kezelhető vagy leállítható. A távirányító paraméterei: adófrekvencia 433 MHz; optimális hatósugara 3–5 m.
Az automatikus sínvágó gép előnyei
Azzal, hogy üzem közben a kezelő nem áll közvetlenül a gép mellett, hanem 3–5 m távolságban is lehet attól, és onnan figyelheti (szükség esetén meg is szakíthatja) a működését, a gép kezeléséből adódó kockázati tényezők csökkennek (4. ábra).

Az automatikus sínvágó rendszer használatával megelőzhetők a különböző fiziológia elváltozások, csökkenhet az emiatt kieső munkanapok száma, javul a munka minősége azáltal, hogy a rendszer kiküszöböli a helytelen kezelésből adódó felületi egyenetlenségeket, beégéseket.
Az ezzel az eljárással elvágott sín felülete egyenletes, átmenetektől mentes lesz, hiszen állandó sebességű lengőmozgás mellett folyamatosan egyenletes a korong előtolása, aminek következtében a kopása is csökkenhet, ebből adódóan pedig javul a korongkihozatal is (5. ábra).

A berendezés további előnye, hogy szükség esetén az automatikus működés mellett a „hagyományos” kézi vágásra is alkalmas.
Segédberendezéssel a sín alátámasztásától többméteres távolságra is biztonságosan használható.
Összefoglalva
A technikai eszközök, technológiák fejlődése törvényszerűen generálja a vasúti pályák fenntartása során alkalmazott a munkamódszerek, eljárások folyamatos fejlesztésének szükségességét is.
A fejlődés irányát, az embert egyre inkább kímélő, biztonságosabb, hatékonyabb munkavégzésre való törekvésnek kell jellemezni, annak ellenére is, hogy egy korszerűbb gép és a használatához szükséges új technológia bevezetése az addig alkalmazott korszerűtlen eljárásokkal szemben gyakran költségigényesebb és drágább.
Viszont hosszabb távon megtérül a befektetés azáltal, hogy csökkennek a baleseti kockázatok, megelőzhetők a megbetegedések, és javul az elvégzett munka minősége, végeredményben növelhető a hézagmentes pályákban az élettartam.
Véleményem szerint – és a berendezés bemutatásán részt vevők szerint is – a fenti sínvágási eljárás bevezetése hasznos, ezért az ahhoz szükséges géppark beszerzése az elkövetkezendő évek feladata.
Ennek egyik alapfeltétele a megfelelő eszközök mielőbbi beszerzése, azok használatba vétele, és a jelenlegi korszerűtlen, amortizálódott eszközöknek – a beszerzésekkel párhuzamosan – az állományból való teljes kivonása mellett korszerűbb eszközpark létrehozása.
A megbetegedések és balesetek megelőzésére való törekvésünkkel az Európai Bizottság 2014-ben elfogadott, a munkahelyi biztonsággal és egészségvédelemmel kapcsolatos új stratégiai keretprogramjában előirányzottaknak is igyekszünk megfelelni.
Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.