Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »A tűzihorganyzás – Technológia és bevonat (1. rész)
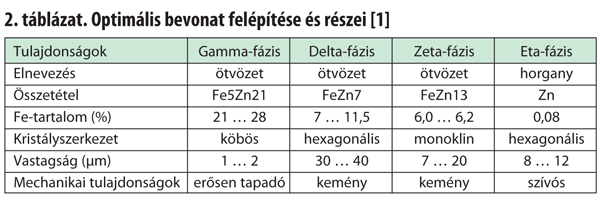
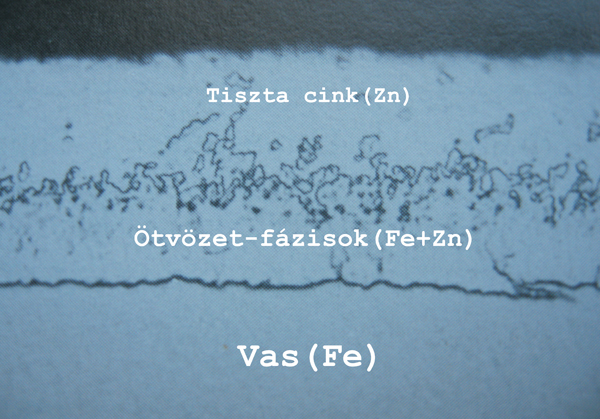
Ez utóbbi vékony, tiszta fémbevonat adja az ezüstös-fényes színezetet. A korábban már többször említett termodiffúzió az acélszerkezetek lehűlése során mintegy 200 °C-ig tovább zajlik, míg a védőréteg elnyeri „végső” állapotát és szerkezetét. Egy optimális szerkezetű horganyréteg kémiai összetételét és az egyes fázisok tulajdonságait a 2. táblázat mutatja, míg a 6. ábrán egy mikroszkópi képe látható, ahol az egyes bevonatrészek jól kivehetők. A 2. táblázatban a tiszta horgany fázisban (eta) az alatta levő ötvözetből (zeta) származó, ún. leúszó kristályok láthatók. Az olvadékban a vasfelületről – a termodiffúzió intenzitásának és időtartamának megfelelő mennyiségben – folyamatosan a Fe-Zn ötvözet részecskéi válnak le, ez pedig ún. alsó salak formájában összegyűlik a horganyolvadék alján, melyet időközönként kiemelnek. Ezt más néven keményhorganynak is hívják, szilárd állapotban keménysége még az alapfém keménységét is meghaladja.
Az előző ábrák a darabáru-tűzihorganyzásra jellemző tulajdonságokat mutatják. Megjegyezzük, hogy a széles és keskeny acélszalagok, illetve a huzalok felületén képződött bevonatok esetében alig láthatók vas-horgany ötvözet rétegek, a teljes védőfilm legnagyobb részét tiszta cink alkotja, aminek technológiai okai vannak. Ennek köszönhető, hogy az autóiparban a karosszérialemezeknél vagy éppen az épületburkoló lemezeknél a már horganybevonattal ellátott síklemezből hajlítással és préseléssel alakítják ki a kívánt formákat úgy, hogy közben a védőréteg a munkadarab felhasználását korlátozó mértékű sérüléseket a jelentős deformáció ellenére sem szenved el.
A múlt század közepén egy német kutató, Dietrich Horstmann kísérletei eredményeként leírta a szoros összefüggést az ötvözeti rétegek képződése (horganyfelvétel) és a vastárgy felületéről a horganyolvadékba leváló (oldódó) vas mennyisége között (vasveszteség), melynek matematikai formuláját most mellőzzük. Optimális esetben a horganyzási idő (merítési idő) előrehaladásával a már említett parabolahatásnak megfelelően nő a felépülő fémréteg (Fe-Zn ötvözet) vastagsága. Ám bizonyos acélminőségek esetén (ez elsősorban Si- és P-tartalom függvénye), vagy horganyolvadék hőmérsékleti határok között megváltoznak a termodiffúziós folyamatok, és ugyanakkor lineáris rétegvastagság-növekedést okoznak. Az 5. ábra jól szemlélteti a horganyfelvétel (bevonatvastagság növekedése) és a horganyzási idő (merítési idő) összefüggését.
Optimális esetben (parabola hatásgörbe) a merítési idő növekedésével egyre inkább csillapodik az ötvözetrétegek képződésének sebessége, míg számunkra kedvezőtlen, „zavart” folyamatoknál a vas nagyon gyorsan oldódik a fémolvadékba, túl nagy lesz a horganyfelvétel is, és vastag ötvözeti réteg képződik (lineáris hatásgörbe). Ez pedig az egész védőréteg végső vastagságát meghatározza.
Tűzihorgany bevonatok sajátosságai
A felhasználás és piaci megítélés szempontjából fontos tulajdonságok a vastagság, színezet, keménység, simaság, valamint a tapadás. A továbbiakban egyenként és csak röviden kívánunk foglalkozni egy-egy jellemzővel.
Vastagság
Mint azt az előzőekben már tárgyaltuk, a fémfürdőben lezajló termodiffúzió intenzitása (parabola- vagy lineáris hatás) és időtartama befolyásolja a vasfelületen kialakuló védőbevonat jellemzőit, így vastagságát és az egyes ötvözeti fázisok arányait a teljes bevonaton belül. Ez pedig több tényezőtől függ, leginkább az acél kémiai összetételétől, kisebb részben a bevonó fémolvadék hőmérsékletétől, a merítési időtől, a fémfürdő ötvözőitől, továbbá az acélszerkezet kialakításától és a művelettechnikától.
A gyakorlatban a horganyzóüzemekben fejlett az olvadék- és eljárástechnika, valamint a hőmérséklet-szabályozás. Ha egy adott terméket veszünk, akkor elsősorban a horganyzásra kerülő darabok acélanyagának kémiai összetétele határozza meg a bevonat vastagságát. A darabáru-tűzihorganyzásra vonatkozó nemzetközi és európai szabvány előírásai igazodnak a technológiai és korróziós követelményekhez. A termékek sokféleségén kialakított védőréteg szokásos vastagságait a 7. ábra mutatja.
Az ábrán jól látható, hogy a munkadarabok vastagságának növekedése magával vonja a rétegvastagság növekedését, s ennek technológiai okai vannak.
![7. ábra. Bevonatvastagságok alakulása a gyakorlatban [6]](/php_images/7.-abra-130613210133-600x397.jpg)
Színezet
Aki gyártott és tűzihorganyoztatott már acélszerkezetet, az találkozhatott egy érdekes jelenséggel, amikor egy-egy darabon belül többszínű fémréteg keletkezett. Ez általában csak akkor fordul elő, amikor az acélszerkezetet többféle acéltermékből (más-más acélgyártási adagból vagy profilból) készítették. Ilyenkor egyugyanazon horganyzási folyamatban az egyik esetben fényes, míg a másikban matt szürke, foltos, esetleg narancsos mintázatú horganyréteg alakul ki akár néhány centiméteren belül is. A jelenség oka az előfordulások túlnyomó többségében a horganyzott acélok kémiai összetétele, esetleg a hegesztési varratok anyagi minőségének eltérései. Amennyiben a horganyolvadékban végbemenő termodiffúziós folyamatok számunkra optimális sebességgel zajlanak le, fényes és vékonyabb, egyúttal gazdaságosabb bevonatokat nyerünk (8. ábra). Ellenkező esetben találkozhatunk a fent említett szürke rétegekkel és egyéb eltérésekkel (9. ábra).


A fenti kisebb-nagyobb anomáliáknak részben esztétikai, részben gazdaságossági, sőt egyéb kihatásai is lehetnek. Azonos vastagságú termékeken kialakult fényes vagy szürke bevonatok között akár 2-3 szoros vastagságkülönbség is lehet a szürkék javára. Ez az alkalmazások többségénél nemkívánatos és költségesebb is.
A két bevonatféleség közti különbségnek azonban nem szabad túl nagy jelentőséget tulajdonítani, mert a fényes és szürke rétegek a korrózióállóság szempontjából egyenértékűnek tekinthetőek, sőt a vastag, szürke bevonatok ugyanolyan körülmények között – vastagságukból következően – tartósabbak is. A szürke horganybevonatok keményebbek és kopásállóbbak fényes társaiknál, viszont kevésbé tűrik a dinamikus igénybevételeket, ütéseket. A fentiek igazolására nézzük meg az 5. ábrát. Amennyiben hozzátesszük, hogy a szürke bevonatok tisztán vas-horgany ötvözetből állnak, rögtön világossá válik a jelenség oka. Még mielőtt a kétféle bevonat közül választunk, még egyszer leszögezzük, hogy mind a fényes, mind pedig a szürke rétegek korróziós szempontból egyaránt megfelelnek, azaz éppen úgy ellátják feladatukat, csak egyéb jellemzőikben térnek el egymástól. A bevonati eltérések legfőbb oka az acélok szilícium- (Si) és foszfor- (P) tartalmában keresendő, erről sorozatunkban majd részletesen írunk.
Keménység
A védőrétegeket képező intermetallikus vas-horgany fázisok lényegüknél fogva nagyon kemények és kopásállók. Ezzel szemben egyéb mechanikai tulajdonságaik rosszabbak, a tiszta horganyhoz képest kevésbé tűrik a dinamikus igénybevételeket: hajlítást, csavarást, ütést. De mivel optimális esetben a horgany-vas fázisokat egy tiszta horganyfilm borítja, ezért ez ideális állapotot jelent a felhasználóknak, mert a jóval puhább horgany védi az alatta levő kemény réteget. Az előző tulajdonság nagy előnyt jelent a szerkezeti elemek szállításakor, szerelésekor és természetesen felhasználásakor is.
Simaság
A felület simasága relatív fogalom, ennek megfelelően is kell kezelnünk. A fényes és gazdaságosabb bevonatok simábbak a szürke és csak ötvözeti rétegekből állókhoz képest. A felületi érdességnek esetünkben nincs lényegi hatása a korrózióállóságra, így előírás sincs rá. Bizonyos esetekben (pl. duplex védelemnél) a jobb festékréteg-tapadás miatt előnyösebbek a szürke és érdesebb felületű horganyrétegek.
Tapadás
Már volt róla szó, hogy a tűzihorganyzással kialakított védőréteg termodiffúziós folyamat során jön létre. Legalsó fázisa (gamma) és a vasalap között metallurgiai, azaz kémiai kötés alakul ki. Ez igen erős tapadóerőt biztosít, amit általában szükségtelen ellenőrizni, mert e nélkül nem jön létre maga a bevonat sem. Némely esetekben, nagyon erős mechanikai behatásoknál, indokolt lehet a horganybevonat tapadásának vizsgálata, ez azonban ritkán fordul elő, erről az igényről a horganyzóval előzetesen konzultálni kell. Például a már korábban említett duplex bevonatoknál (tűzihorganyzás festés) a felület-előkészítésként alkalmazott könnyű szemcseszórás (sweep-szórás) támaszthat ilyen követelményeket. Nemzetközileg is elfogadott szabványos vizsgálatok nem léteznek a darabáru-horganyzással kialakított fémrétegek tapadásvizsgálatára. Megjegyezzük, hogy a lemez- és huzal-, sőt a csőhorganyzás esetében viszont szigorú előírások vannak a rétegtapadás ellenőrzésére, ennek bemutatása nem képezi cikkünk tárgyát.
A termékek kívül-belül tűzihorganyzottak
A legtöbb festési eljárással szemben a tűzihorganyzás az acélszerkezet teljes felületét érinti (egyetlen kivétel van, a különböző hőcserélők köre, amelyeknél korróziós okok miatt csak a munkadarab külső felületét vonják be). A bevonandó tárgyakat lényegében a teljes felületkezelés során folyadékokba merítik, majd onnan kiemelik őket, kicsurgatják a felesleges kezelőszer-maradványokat. Így tehát a darabokon a bemerítésnél légzsákok nem maradhatnak, a kiemelés után pedig folyadékzsebek nem képződhetnek. Ellenkező esetben nem megfelelő a felületkezelés, vagy horganymaradványok maradnak a felületen, sőt a horganyolvadékban a tárgyban maradó víz miatt robbanásveszély alakulhat ki. Mindezek megelőzése érdekében néhány egyszerű szabályt kell betartani, ezekről sorozatunkban még lesz szó.
Tehát a technika e sajátosságából következően a zártszelvényes acélszerkezetek teljes külső-belső felületét egy kompakt védőréteg borítja (10. ábra), mely így a szerkezet teljességét védi a korróziós hatásoktól.
A fentieknek különösen nagy jelentősége van a könnyű acélszerkezeteknél, mert a sokszor zártszelvényből készített konstrukciók közös jellemzője – a fajlagosan nagy teherbírásuk mellett –, hogy igen vékony a falvastagságuk, emiatt kicsi a korróziós tartalékuk.
A következő részben a horgany korróziós tulajdonságaival, a felületet érő korrozív hatásokkal és gazdaságossági kérdésekkel foglalkozunk.

Irodalomjegyzék
[1] P. Maaß; P. Peißker (2008): Handbuch Feuerverzinken. Wiley-VCH Verlag GmbH&Co.KGaA, Weinheim.
[2] 125 éves a magyar tűzihorganyzó ipar (2006). Jubileumi kiadvány, Magyar Tűzihorganyzók Szövetsége, Dunaújváros.
[3] Antal Árpád (2007): A tűzihorganyzási technológia alapítója Magyarországon. Tűzihorganyzás, Hajdúböszörmény.
[4] Kép a Hammerstein család archívumából.
[5] D. Horstmann: Fehlererscheinungen beim Feuerverzinken., Max-Planck Institut für Eisenforschung GmbH und Gemeinschaftsausschuß Verzinken e.V.
[6] Korrózió elleni védelem tűzihorganyzással. Tervezési irányelvek (2009), Magyar Tűzihorganyzók Szövetsége, Dunaújváros.
A lapszám PDF dokumentumként való letöltéséhez kattintson ide!
Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.