Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »A sínfej-hajszálrepedések műszaki és gazdasági alapú kezelése
Bevezetés
A gördülési érintkezési fáradási hibák (RCF = Rolling Contact Fatigue) egyik jellegzetes fajtája a sínfej-hajszálrepedés, az ún. Head Check (HC) hiba. A sínfejen, a nyomtávsaroknál – számos valószínűsíthető ok következtében – egymáshoz nagyon közel (3–25 mm) elhelyezkedő, majdnem párhuzamos repedések sorozata alakul ki. Ezek a sín keresztmetszetébe egyre mélyebbre hatolva, eltérő felszín alatti formákban fejlődnek tovább. A folyamat előrehaladását először a sínfejen megjelenő kisebb kipattogzások mutatják, amelyek később jelentős mértékű kitörésekké fejlődnek, szélső esetben pedig a sín teljes keresztmetszetében bekövetkező síntörés(ek)hez vezet(het)nek.
Ahhoz, hogy a sínfej-hajszálrepedések problémája kezelhető legyen, meg kell oldani a következőket:
- a hiba felismerése;
- a hiba tömeges mérése, a mért értékek digitális rögzítése és feldolgozása a hiba egy vagy több meghatározó jellemzőjének számszerűsítése alapján;
- mérethatárrendszer kidolgozása, a hibák minősítése;
- a beavatkozás(ok) meghatározása;
- ezek végrehajtása és hatásosságuk ellenőrzése.
A beavatkozásokat az állapot függvényében kell megállapítani, s ezek a különböző mértékű sínfej-megmunkálási módoktól egészen a síncseréig terjednek. A sínfej-hajszálrepedési hibák kezelése azonban nemcsak közlekedésbiztonsági, hanem gazdasági kérdés is, mert a beavatkozások jelentős anyagi forrásokat kívánó eljárások.
Írásunk első része a HC repedések geometriájával foglalkozik, s laboratóriumi vizsgálatok eredményeit összegzi. A második részben a jelenlegi hazai állapotot kezelni képes stratégiához kívánunk javaslatokkal hozzájárulni. A leírtak alapjául a 2013–2014-ben a MÁV Zrt. részére készített K+F jelentésekben közöltek szolgáltak. (Írásunkban a sínfej megmunkálására mindig a sínköszörülés kifejezést használjuk, jóllehet tudjuk, hogy síncsiszolás, síngyalulás, sínmarás technológiák is léteznek.)
A HC repedések geometriája
A vizsgálatok számára 2013 őszén összesen 20 db, két helyszínen pályából kivett, 110–280 mm hosszúságú, teljes keresztmetszetű sínminta érkezett laboratóriumunkba. A Tatabánya állomás átmenő fővágányából (703+90 – 704+54 szelvények között) kivett minták adatai:
- 54 E1 sínrendszer, diósgyőri hengerlés (1988);
- sín magassági kopása 4,5–6,0 mm;
- R = 1000 m sugarú ív, külső sínszál;
- HC hiba felfedezése: 2010. október;
- pályában fekvés ideje 25 év;
- hibák alakja S, hossza 4–36 mm;
- hibák minősítése örvényáramos mérés alapján: 1. osztály, azaz 5 mm károsodási mélységet meghaladó állapot.
- A Budaörs–Biatorbágy állomásközből (236+26 – 291+50 szelvények között) kivett minták adatai:
- 60 E1 sínrendszer;
- – donawitzi hengerlés (2003–2004) 9 db minta,
- – katowicei hengerlés (2008) 1 minta,
- R = 900–1000 m sugarú ív, külső sínszál;
- HC hiba felfedezése: 2011;
- pályában fekvés ideje 9-10 év (donawitzi sínek);
- hibák alakja S, hossza 5–23 mm;
- hibák minősítése örvényáramos mérés alapján:
- – 1. és 2. osztály: katowicei és 2003. évi donawitzi sínek (2,71–5 mm, illetve >5 mm mélység),
- – 2. osztály: 2004. évi donawitzi sínek (2,71–5 mm mélység).
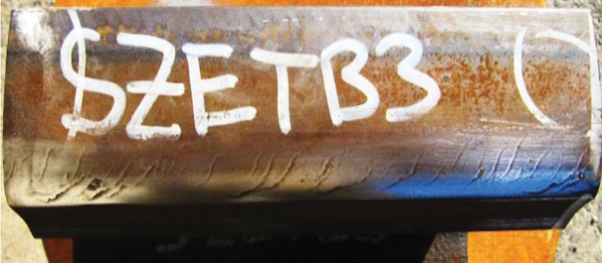
Az 1. és a 2. ábra a két kivett sínminta HC hibákkal terhelt állapotát mutatja.

A beérkezett sínmintákból kimunkált próbatestek segítségével a repedések geometriáját a sínfej keresztmetszetében, a fej hosszmetszetében és térben is vizsgáltuk.
A repedések geometriája a sínfej keresztmetszetében
Minden sínmintából a nyomtávsaroknál vékony szeletet munkáltunk ki, a 3. ábrán látható módon. A repedések jellemzőit csiszolással és polírozással előkészített, maratlan, melegen bakelitbe beágyazott próbadarabokon vizsgáltuk, Zeiss Axio Imager M1 mikroszkóppal, AxioVision 4.9 szoftverrel.

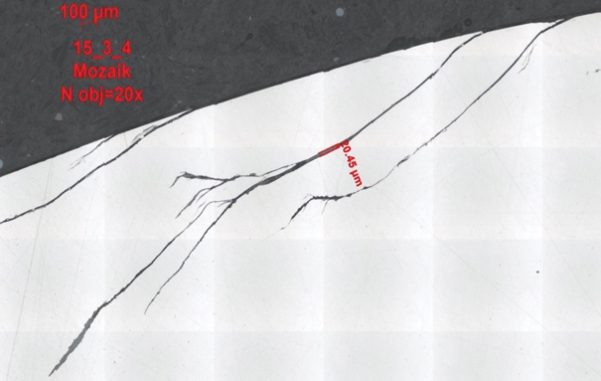
A mikroszkópos vizsgálatok célja az volt, hogy az elkészített csiszolatokon a repedések egymástól való távolságát, hosszukat, behatolási mélységüket, behatolási irányuk változását, valamint tágasságukat számszakilag jellemezni tudjuk. A 4. ábra jellegzetes keresztmetszeti repedéseket mutat.
Irodalomjegyzék
- [1] Innotrack D4.5.5 – Guidelines for Management of Rail Grinding. Integrated Project. Project No. TIP5_CT-2006-031415.
- [2] T. Hempe – T. Siefer: Schienenschleifen als Bestandteil einer technisch-wirtschaftlichen Gleisinstandhaltung. ZEVrail, 2007. März.
Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.