Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »A tűzihorganyzás (5. rész) – A bevonatokkal szemben támasztott követelmények
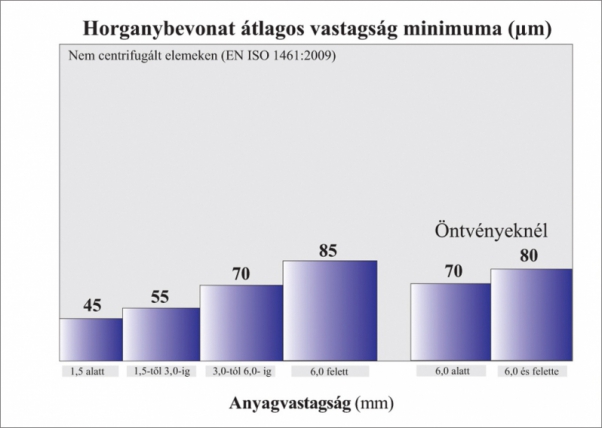
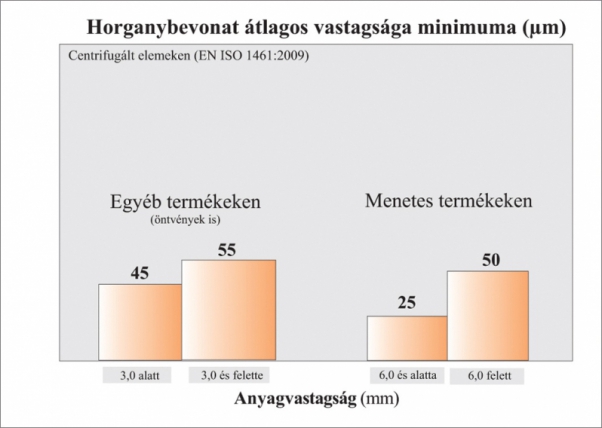
A horganyzás időtállósága szorosan öszszefügg a réteg vastagságával. Ez praktikusan azt jelenti, hogy haegy bevonat kétszer olyan vastag, mint egy másik, akkor – azonos alkalmazási feltételek mellett – kétszer olyan hosszú lesz az élettartama. Egy összehegesztett darabon belül az egyes acél alapanyag-vastagságoknak megfelelően kell értékelni a bevonatvastagságokat. A gyakorlatban tapasztalt rétegvastagságok a legtöbb esetben jóval meghaladják a minimálisan szükségeseket – erről még a későbbiekben szólunk.
Javított területek nagysága
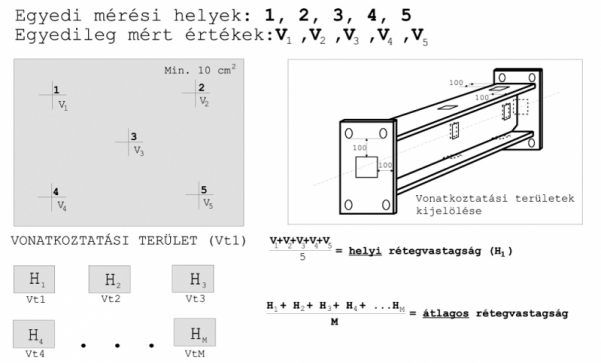
Előfordulhat, hogy a tűzihorganyzó üzemben a már kész védőrétegen mégis javításokat kell végezni. Ennek számos oka lehet. Gyakran a horganyzásnál használt függesztőeszközök (pl. készülékek) nyomainak eltávolítása után nem szükséges javítás, máskor el kell távolítani a függesztőeszközök okozta felvastagodásokat. Ha a bevonatban sérülés történt, vagy kis felületen nem jött létre, a javítás során a szabvány által előírt követelményeknek kell megfelelni. Így – az előírás szerint – egy kijavítandó hibahely nem lehet nagyobb 10 cm2-nél, illetve egy darabon belül az összes javítandó terület nagysága nem érheti el annak teljes felülete 0,5%-át. Amennyiben a képződött hibahelyek a fenti értékeket meghaladják, vagy újra kell horganyozni a darabot, vagy a megrendelőnek és a horganyzónak kell megállapodni a javítás módjáról és lehetőségéről.
A kijavított helyen a réteg vastagságának legalább a 100 µm-t el kell érnie, kivéve, ha a megrendelő erre mást ír elő. A javítás módját tekintve a fémszórással, horganybázisú festéssel, pasztával vagy forrasztással történő megoldás lehetséges. A gyakorlatban alkalmazott technológia szinte minden esetben a festés, ami történhet ecsettel, illetve kis felületet érintő szórással.
Tapadás
Csak akkor képződik a horganybevonat, ha a termodiffúzió lejátszódik a vasfelületen. Ha a fémréteg kialakul, metallurgiailag kötődik a vas alapfémhez, köztük kohéziós kapcsolat jött létre. Az így kialakult kötés erőssége tökéletesen megfelel az acélszerkezetekkel szemben támasztott felhasználási követelményeknek. Ugyanakkor megjegyezzük, hogy az intermetallikus fázisokból álló szürke bevonatok érzékenyebbek a mechanikai sérülésekre, ezért az éleken, sarkokon óvatosabban kell velük bánni. A festési eljárásokkal összehasonlítva a tűzihorgany bevonatok tapadási szilárdsága – struktúrájuktól függően – a 12–37 N/mm2 értékek közé esik, míg a festékrétegeké sokszor az 5 N/mm2-t sem lépi túl [1]. A horganyréteg szállításkor, szereléskor kitűnő ellenállást tanúsít a mechanikai igénybevételekkel szemben (5. ábra).
![5. ábra. Tűzihorgany bevonat és festés tapadásának összehasonlítása [1]](/php_images/5.-antalarpad_abra-602x197.jpg)
Ennek megfelelően nem szükséges a réteg tapadását vizsgálni, és erre nincs nemzetközileg elfogadott vizsgálati módszer. A duplex bevonattal ellátott acélszerkezeteknél a festést megelőző könnyű szemcseszóráskor (sweep-szórás) – amennyiben nem tartják be a szórási paramétereket – előfordulhatnak az egyes fázisok közötti szétválások. Ennek a veszélye akkor áll csak fenn, ha a felületen túl vastag volt a horganybevonat (lásd: Sínek Világa 2013/4., 15. o.).
Irodalomjegyzék
- [1] J. Marberg: Mechanische Belastbarkeit, Korrosionsschutzsysteme im Vergleich, Feuerverzinken, 2004.1. Industrieverband Feuerverzinken, Düsseldorf.
Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.