Rovatok 2015-től
Rovatok
- Bemutatkozás »
- Fejlesztés beruházás »
- Informatika »
- Korszerűsítés »
- Környezetvédelem »
- Közlekedésbiztonság »
- Közlekedéstörténet »
- Kutatás »
- Megemlékezés »
- Méréstechnika »
- Mérnöki ismeretek »
- Minőségbiztosítás »
- Szabályzatok »
- Technológia »
- Egyéb »
Szerzői segédlet
A Sínek Világa folyóirat szerzőinek összeállított szempontok és segédlet.
Tovább »Nagyvasúti sínek gyártása (3. rész) – Korszerű sínminőségek előállításának technológiája
A reakcióegyenletben szereplő [O] az acél oxigéntartalma, pontosabban fogalmazva az acélban oldott oxigén, amit aktív oxigéntartalomnak is neveznek. Az aktív oxigéntartalom megnevezés felettébb találó, mivel a vashoz kötött oxigén igen laza kapcsolatban van a vassal, könnyen elválhat a vastól, rendkívül reakcióképes, tehát nem eléggé stabil, ezért számos probléma forrása lehet, csökkentése nagyon fontos. Az aktív oxigén kiemelt fontosságát mi sem bizonyítja jobban, mint hogy jelenleg az összes oxigéntartalmon belül külön is megkülönböztetjük az aktív oxigéntartalmat.
A sínacélok gyártástechnológiájának fejlődéséhez nagyban hozzájárult, hogy lehetőség nyílt olyan összes és aktív oxigéntartalom meghatározására alkalmas analitikai módszer alkalmazására, mely az acélgyártási technológia által biztosított 5 perc időintervallumon belül eredményt szolgáltat, ezzel pedig lehetővé válik a sínacélok oxigéntartalmának hatékony szabályozása. A szabályozás lehetősége külön is kiemelendő, azaz az oxigénelemzésre elküldött próba eredményeinek ismeretében lehetőség adódik a hatékony beavatkozásra. A sínacélok összes oxigéntartalmára vonatkozó szabványos előírás egységesen 20 g/t-nál kisebb.
Itt kívánom megjegyezni, hogy a sínacélok hidrogéntartalmának meghatározására is rendelkezésre áll a megfelelő gyorsaságú analitikai módszer. A sínacélok hidrogéntartalmára vonatkozó előírás R200, R220 minőségeknél max. 3,0 g/t, R260, R260Mn, R320Cr, R350HT, R350LHT minőségnél max. 2,5 g/t, R370CrHT, R400HT minőségeknél max. 1,5 g/t. Az acélban oldódó gázok közül még a nitrogén jelenlétére kell számítanunk. A nitrogén beépül a diszlokációkba, azok egymáshoz képesti mozgását akadályozza, azaz szilárdságnövelő hatású, ezért előfordulása a sínacélokban kb. 100 g/t-ig megengedett, és ez nem jelent problémát.
Nemesített fejű sínek gyártása
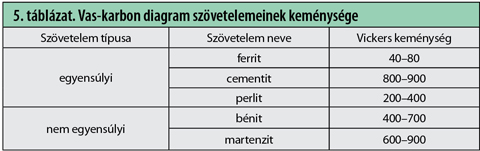
Az acélok csodálatos tulajdonsága, hogy hőkezeléssel, ötvözéssel a lágy karaktertől a rendkívül kemény karakterig számos szilárdság- és keménységérték érhető el. A hőkezelés egyik fontos fajtája az ún. nemesítés. Nemesítéskor első lépésben az acélt homogén ausztenites állapotra hevítjük, majd rendkívül gyorsan lehűtjük, és így nagy keménységű, rideg martenzitet kapunk. Ez a művelet az edzés. A nemesítés második lépéseként, a megeresztés során a gyorsan hűtött darabot néhány száz fokra melegítjük és hőntartjuk, a hőntartás idejének és hőmérsékletének függvényében kapjuk meg a kívánt mechanikai jellemzőkkel rendelkező szövetszerkezetet.
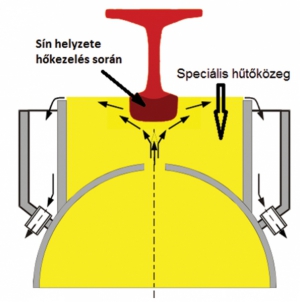
A Voest Alpine donawitzi gyárában világszabadalommal védett sín hőkezelési technológiát alkalmaznak, melynek során speciális módon nemesítik a sínfejet. A nemesítési technológia sémája az 5. ábrán látható. Az alkalmazott módszer egyszerűségében van a nagyszerűsége, erre szokták mondani: kár, hogy nem én találtam fel. Közvetlenül a hengerlés után a még meleg, kb. 1000 oC hőmérsékletű sínt – az 5. ábrának megfelelően – talpánál megfogva, sínfejjel lefelé egy speciális hűtőközegbe merítik. Nagyon fontos, hogy csak a sínfej kerül bele a hűtőközegbe. A gyors hűlés hatására a sínfej külső része beedződik, nagy keménységű, rideg martenzit keletkezik. A hőkezelési folyamat lényeges eleme, hogy a sínfej csak relatíve rövid ideig van a hűtőközegben, a fej belső része megtartja hőtartalmát, így a sínfej hűtőközegből történő kiemelése után a belső még meleg mag hőtartalma a martenzites részt lágyabbá teszi, megereszti, azaz lejátszódik a nemesítés folyamata.

Gyakran lehet hallani az ilyen sínek megnevezésére, hogy edzett fejű sínek. Szerintem ez módosításra szorul, a helyes kifejezés, ami a ténylegesen lejátszódó hőkezelési folyamatoknak, az előbbiekben leírtak alapján megfelel: nemesített fejű sín.
Kész sínek komplex vizsgálata
A gyártástechnológia végső fázisaként a korszerű síngyártó üzemekben vizsgálati központokat működtetnek, ahol a kész sínek minden egyes cm2-ét átvizsgálják, a kész sín a gyártóművet csak a vizsgálati központon keresztül hagyhatja el. Az alkalmazott vizsgálati módszereket a 6. ábra mutatja.
A profil- és hosszúságmérés jelentősen megváltozott, a geometriai vizsgálatok lézeres elven működnek, pontosságuk meghaladja a gyártástechnológiából adódó elvárásokat.
A sínek felületi vizsgálatának egyik módja, hogy a sín felületét egyszerre két színnel világítják meg, így a felületi kidudorodások olyan kontúros árnyékot képeznek, melyek nagy pontossággal megmutatják az adott hiba jellemző paramétereit. A sínek felületvizsgálatának másik módja az örvényáramos vizsgálat, ezzel a sín felületéhez közeli repedések kimutatására nyílik lehetőség.
A vizsgálati központokban egyenességvizsgáló állomás is van. A sínek egyenességével kapcsolatos lényeges előírás, amit az MSZ EN 13674-1:2011 szabvány is előír, hogy a modern síngyártó üzemekben csak külön vízszintes és külön függőleges irányban egyengető gépeket szabad alkalmazni. Az esetleges belső repedések, anyagfolytonossági hibák kimutatására szolgáló módszert is alkalmaznak a vizsgálati központokban. A módszer a vasúti körökben is igen jól ismert ultrahangos technológia.
A sínek egyenességével kapcsolatban szeretnék felvetni egy első közelítésben ide nem illő kérdést: Miért szűnt meg a diósgyőri síngyártás? A Lenin Kohászati Művekben az 1970-es években kísérleti jelleggel gyártottak 60 rendszerű síneket. A sínek egyenességével komoly problémák voltak, a rendelkezésre álló egyengető géppel nem sikerült a kívánt egyenességet elérni, és ez első figyelmeztető jelként is értelmezhető volt. A diósgyőri síngyártás esetében az acélmetallurgiai oldalról adottak voltak a feltételek, a hengerműben komoly pénzeszközöket igénylő beruházásokat kellett volna megvalósítani, illetve a helyi adottságok miatt szinte megoldhatatlan feladatnak látszott, hogy hogyan lehetne beindítani a hegesztés nélkül 24 m-esnél hosszabb sínek gyártását. A diósgyőri technológia lényegéhez tartozott, hogy a legvégén két 24 m-es sínt összehegesztettek, így a szállítási hossz max. 48 m volt, de ez még messze elmaradt a jelenleg világelsőnek mondható 120 m-es szállítási hossztól.
Irodalomjegyzék
- Dr. Verő József – dr. Káldor Mihály: Vasötvözetek fémtana. Műszaki Könyvkiadó, Budapest, 1971.
- Tömő Róbert prezentációja: Tendenciák, újdonságok a síngyártásban. Hőkezelt, prémium minőségű vasúti sínek. Swietelsky Vasúttechnika gyárlátogatás, Leoben, 2015. december 3.
- metont.uni-miskolc.hu/wp-content/uploads/2014/03/08-Acélok-üstmetallurgiai kezelése.pdf
Ha szeretne rendszeresen hozzájutni a legfrisebb számokhoz, fizessen elő a folyóiratra.